
Ser bra ut gott att du fick det och snurra




























 . Klarar man att modda sin postprocessor själv så öppnas nog många möjigheter
. Klarar man att modda sin postprocessor själv så öppnas nog många möjigheter





 Fast jag hade minnesproblemet där idag igen, körde samma trick att ändra en konstant fram och tillbaks sen gick det bra men lite oroväckande är det.
Fast jag hade minnesproblemet där idag igen, körde samma trick att ändra en konstant fram och tillbaks sen gick det bra men lite oroväckande är det. 
%PM
N9001
N1 G54
N2 G98 X-11 Y-1 Z-11 I22 J1 K22
N3 G99 X-11 Y-1 Z-11 I22 J1 K22
N4 G90
N5 G18
N6 G71
N7 T5 M6
N8 S300 M3
N9 G54
N11 G0 X-7 Z-1
N12 Y15
N13 Y5
N14 G1 Y1 F300
....
N50 G0 Y5
N51 X8 Z-11
N52 M5
%PM
N9002
N1 G54
N4 G90
N5 G18
N6 G71
N8 S300 M3
N9 G54
N52 G1 Y1 F300
...
N87 G0 Y5
N88 X-2 Z-11
N89 M5














 Hittar det efter en kort stunds letande fast man vet var det är.
Hittar det efter en kort stunds letande fast man vet var det är.




N770 C0
N771 C1
N772 C1
N773 C30
N775 C1
N776 C4800
N777 C4800
N782 C1
N783 C0
N784 C30
N785 C1
N786 C9600
N790 C0
N791 C80
N792 C3
N793 C4
N794 C0
N795 C0
N796 C1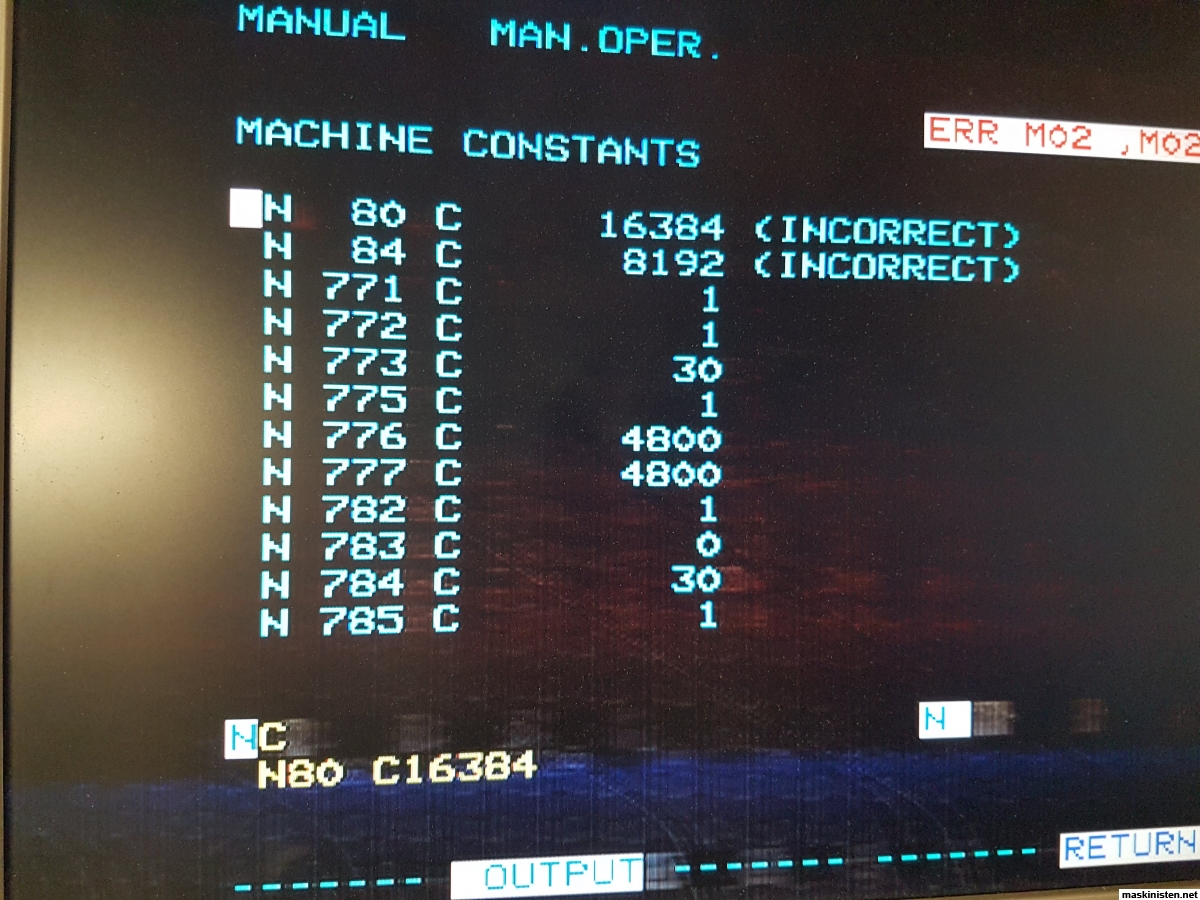


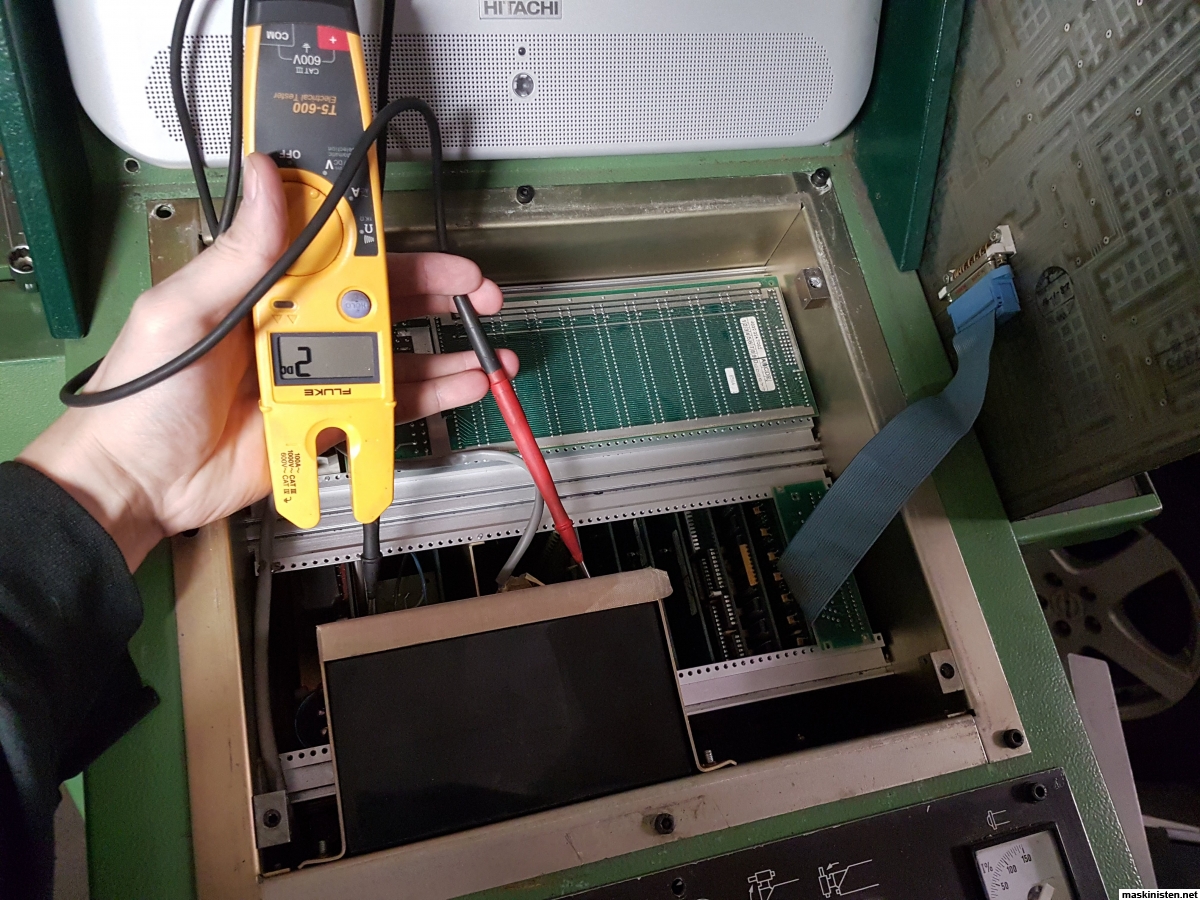
1. Press emergency stop.
2. Go to constant screen and press softkey that says "operate MC"
3. Change machine constant 80, from "0" to "1".
4. On 432 control press "MANUAL" button. On 532 control press "PROCESS".
5. Wait for control to re-boot.
6. Go back to "constants" screen.
7. Press the "EDIT MC" softkey.
8. Go to constant 5 and change it to 1 (or any other number for different language).
9. Go back to constant 80 and make it 0 again (you must do this or machine won't start)
10. Press "MANUAL" or "PROCESS" again to re-boot.









Återgå till Verktyg och verkstadsmaskiner
Användare som besöker denna kategori: Inga registrerade användare och 9 gäster










