JengaPRO skrev:MrCrankyface skrev:
Vad kör du med för skärhastighet? (m/min)
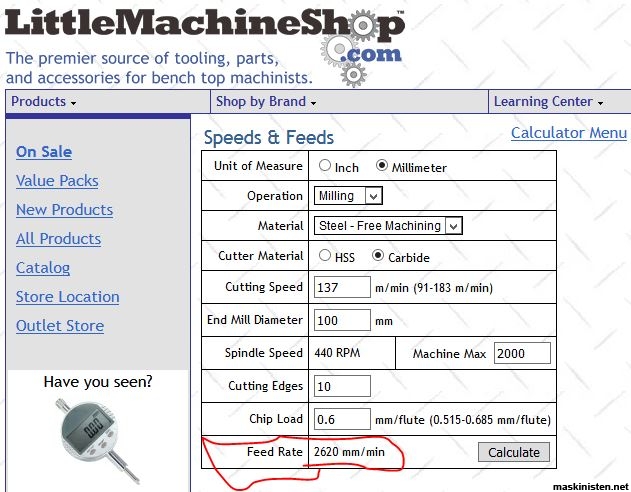
Oftast räknar jag ut ett "startvärde" med denna kalkylator, och mixtrar sedan vidare med värdena på känsla:
https://littlemachineshop.com/mobile/speeds_feeds.php
Så på vanligt stål(low carbon) hade jag börjat i spannet 61-152m/min för att få en känsla av vad som fungerar bäst.
Generellt försöker jag köra vändskär så fort det går utan att det börjar komma gnistor.
Dock har jag med vissa verktyg fått köra mycket lägre hastigheter än så för att det ska gå.
Det blir alltid en avvägning av att vändskäret vill ha ett lite större "minsta tugg" för att skära korrekt samt tillräckligt högt varvtal för att ge en bra yta.
Kör jag med tillräckligt stort skärdjup och hög skärhastighet kan matningen bli så hög att maskinen antingen inte klarar det i form av bristande motoreffekt alternativt att maskinen inte är stabil nog för att klara så hög avverkning.
Upplever det som ett mindre problem när jag kör vanliga fräspinnar då dom oftast är betydligt vassare och även blir mer begränsade i varvtal pga värmebildning.
Sen finns det som sagt en miljon olika vändskär så det är svårt att säga något generellt.
Kör ganska små och vassa DCMT i min flycutter/svängjärn som har en diameter på ca 110mm och där kan jag köra på rätt hårt utan problem.
Blir dock begränsad i skärdjup där till max 1mm eller så p.g.a geometrin på skäret.