Här kommer ett ordentligt inlägg, nu börjar det hända lite saker!

Det hela började som så många andra sagor gjort - i reservdelslistan för en gammal Munktelltraktor. Som ni ser kom jag att tänka på att det fanns en sida med alla verktyg som medföljde en Munktell 25 och där fick jag en av mina största frågor besvarad - hur var det från början tänkt att man skulle kunna få av den stora, nersänkta svänghjulsmuttern? Och kollar ni uppe till höger i bilden ser ni 1353 "
Hylsnyckel till svänghjulsmutter", en tunn liten pressad plåthylsa med medföljande
pinne att dra loss den med.

Att de trodde att sådana här klena verktyg skulle duga efter komponenterna lämnat värmen av fabriken är ju imponerande, men det slutar inte där.

På nästa sida finns nämligen en liknande plåthylsa för att plocka av 80mm hylsan som hjulaxlarna är spända med


De hade höga förväntningar. En annan spännande sak är också att alla verktyg är metriska och därmed även bultskallarna, trots att Munktell gjorde alla gängor Whitworth. Jag googlade upp om det fanns någon vanlig Whitworth storlek som resulterade i att min 46mm
hylsa precis inte skulle passa, och tydligen var W 1-1/8" muttrar "ofta" 47mm! Det är ju en spännande storlek, bra att ha något att gå efter!

Eftersom jag inte har någon
fräs (och min lilla pelarborr nog inte gillar att ha en pinnfräs i sig
) Blev det att slipa upp hylsan invändigt. Jag tog en av mina slipstenar och satte i skruvdragaren med full hastighet, vilket gick ganska fort. Efter en liten stund hade jag mätt upp alla sidor till ca 47mm, och då gick hylsan fint på muttern


Jag kopplade på kulsprutan och satte den på lägsta styrkan (den har tre lägen) och förväntade mig lite
motstånd, men muttern gängade av sig hur fint som helst

Jag skulle vilja säga att min hylsa är betydligt bättre än den medföljande plåtbiten, så återigen finns här specialverktyg till er som vill byta
ramlager på er långa hund väghyvel
Passar även Munktell 25 vilket är lite mer praktiskt.

Bak en
fjäderbricka såg man en stor
kil, och inte så mycket mer. Det verkade som tur är inte vara någon kilformad kil även om det vore i klass med övriga konstruktionsmissar.

Storstora avdragaren gjorde tyvärr inget alls på svänghjulet, och jag tänkte inte ta i mer på svänghjulets krans än jag orkar med en 27 blocknyckel. Ni vet vad det betyder, dags att tillverka mer specialverktyg!

Jag har som tur är ganska bra material att utgå från, den tidigare motorblock- och ramlageravdragaren
med lite slipning gick den mellan de motstående bultarna på svänghjulet, och fyra 18mm hål senare kunde jag sätta dit den. Tyvärr hade jag inte tänkt att de ganska långa bultarna kanske inte skulle vara nog för det tjocka plattjärnet

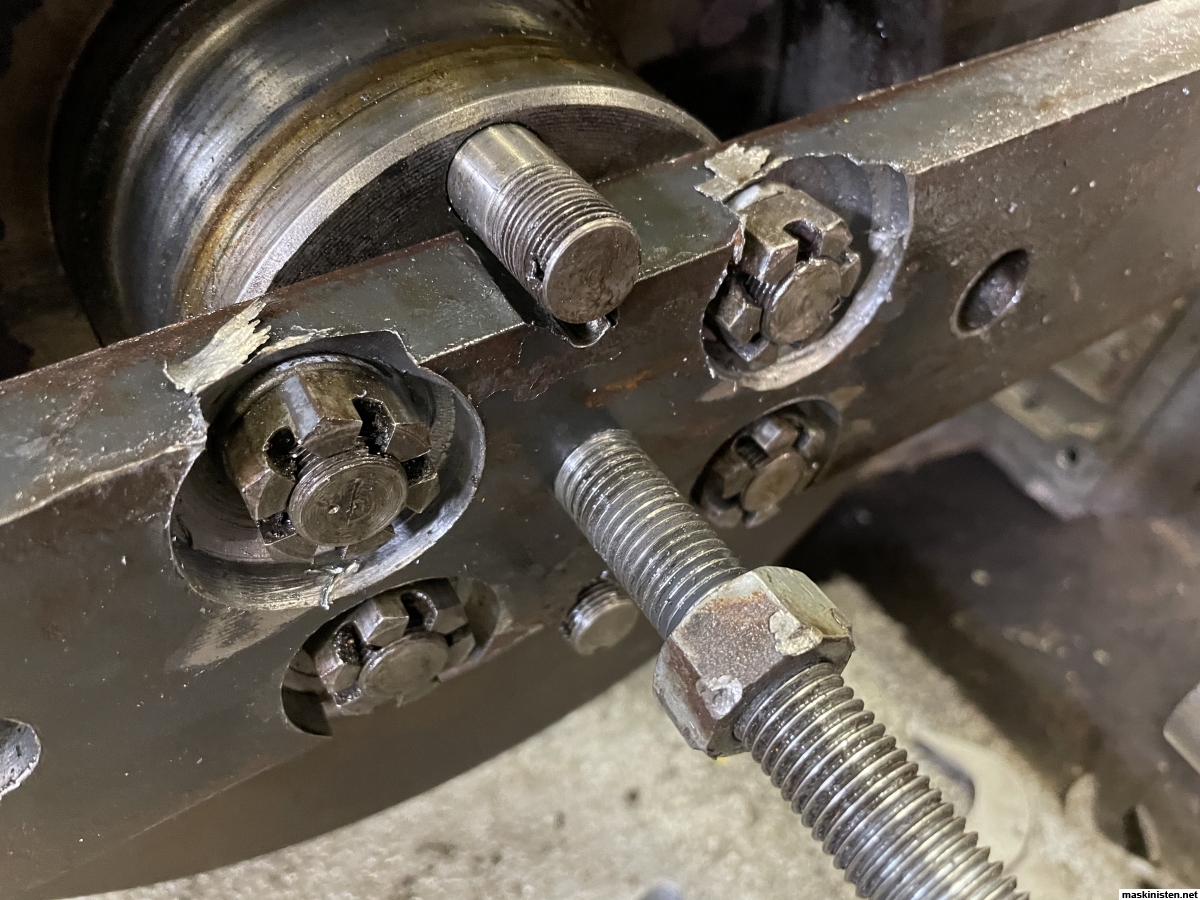
Så jag fick borra ner några försänkningar med Solberga pelarborren. Ganska mäktigt när man börjar använda 37mm borr, och någon fick borras upp med 42mm för att
mutter och hylsa skulle få plats ordentligt. Sen lade jag i några fjäderbrickor för att ge en bättre yta, och sen var det bara att spänna ordentligt!


"Lilla" skruvdragaren brukar dra loss fastrostade hjulmuttrar utan problem, men här gick den bet. Jag fick ta kulsprutan igen, och nu krävdes tvåan men sen kom det så fint! Tänk vilken styrka det kan vara i en M16 gängstång. När man mekar med gamla maskiner som dessa är det återkommande dilemmat att veta var man kan använda den oerhörda kraft som krävs, och var det skulle förstöra hela projektet om man tog i lite för mycket. Jag är lite feg av mig ofta, så det brukar inte gå sönder så mycket


Sen var det bara att plocka av det sista! Det bakre ramlagret gick lätt av då det spruckit i den inre ringen - ännu fler anledningar till varför det krävdes lite mer omfattande arbete.

Det främre lagret satt fortfarande som svetsat så jag fick kapa några spår och slå sönder det med
huggmejsel - jag behöver ju ändå bara en souvenir

Balansvikterna var jag lite rädd för att ta av men eftersom vevtapparna behöver slipas och de stack ut ivägen var det bara att försöka. På grund av rostning räckte inte 21mm blocknyckeln efter stålborstning utan även 20mm och 19mm krävdes, men skruvarna släppte ganska lätt efter något lätt hammarslag på nyckeln. Den bästa upptäckten var dock att det inte finns något sätt att justera balansvikterna, så det finns inget sätt att sätta på dem fel om de bara är i rätt ordning!
Jag märkte upp dem både med tusch och rits där 1 är framåt och 4 bakåt.

Nu är vevaxeln helt nerplockad så motorn är därmed också officiellt
helt nerplockad!
Utan större problem dessutom! Jag stålborstade allt och rengjorde med teknisk sprit så vevaxeln var ren.

Sen slog jag in den i några lager bubbelplast och gjorde ett par selar så jag lättare kunde ta den till slipning.
Jag hade faktiskt tagit måndagförmiddagen ledig för att kunna lämna in den i Kristianstad, men när jag ringde motorslip på morgonen sade de att det var
2 månaders väntetid

Jag googlade runt och kunde sedan ringa runt till även Halmstad Motorslip där vevaxelsliparen gått i pension, men de tipsade om en annan man i stan som de anlitade - han hade bara 1,5 månads väntetid när jag ringde. Men det är ganska lång tid även om det kanske inte finns lager på några veckor, jag vill ju inte skjuta fram monteringen bara för att jag inte kollat runt tillräckligt. Till sist ringde jag till Malmö
motorrenovering och de sade att de kunde fixa det - men att det skulle ta dryga två veckor. Bara att lämna in då
Grejen är dock att jag bor i Lund även om mina maskiner bor i Norra Skåne, och jag vill inte köra lånad bil 25 mil och lämna in veven i ens ärende bara för att komma tillbaks upp och ta tåget ner till grannstaden direkt efter. Då skulle jag vara nere först på kvällen och kanske missa min kvällskurs på universitetet. Jag är till och med i Malmö i princip varje vecka för jobbet! Bättre att ta den på tåget på väg ner då


Sen kändes det som dags att kolla på kolvarna igen. Jag tänkte svarva till en liten perfekt passbit för att pressa ur kolvbulten med, men det tar alltid en liten stund då jag inte har något helt stickstål. Det är inte omöjligt dock, så jag brukar svarva ett spår från båda sidor som jag sedan slår av innan det går av, sen är det bara att svarva till kanterna. Plattan var ca 15mm tjock och fick en ytterdiameter precis under 50mm, samt en liten fasning på 33,5mm så den centrerade bättre i kolvbulten.

Efter det testade jag att bygga en
avdragare likt den jag skrev om i förra inlägget. Bara en plåt som ska spänna jämnt över hela kolven, en gängstång på ena sidan, och ett hål för kolvbulten på baksidan. Notera att den är byggd av svänghjulsavdragaren, det börjar bli ett riktigt multiverktyg

Men kolvbulten rörde sig inte, och avdragaren höll inte. Kanske föga förvånande, men om det krävdes stora mutterknackaren på treans kraft innan den gick sönder och kolvbulten ändå inte kom så är det ingen ideal design!

Den ideala designen är uppenbarligen - skruvstycke och
hammare Då jag tyckte att jag testat allt sofistikerat satte jag till sist upp kolven så kolvbulten var precis utanför skruvstyckets botten, och måntro om den inte började komma när jag slog lite med hammaren. Jag satte sedan upp kolven i pressen igen med några tjocka plåtar som stöd och den kom så fint. Det är drygt att tänka att den finaste kolven kanske kunde varit hel om man testat slå ur bulten med hammare först, men maskindelar är sällan bra att resonera med i efterhand så det får jag ta som en lärdom om att ha riktigt bra stöd när man pressar.

Och så var det delat. Ganska många nålar i ett stort
nållager! Kolvbulten är slipat 50mm rör som nållagret går på. De var fyllda av rost så inte konstigt att de inte gick att röra, och risken är att kolvbulten inte har samma slipade precision längre.

Bussningen har dessutom blivit gropig, så inget går nog att återanvända här. Det är dock lite jobbigt, eftersom det sitter dubbla nållager som är 50mm innerdiameter, 67mm ytterdiameter och 58mm
diameter där nålbandet möter bussningen. Det sitter två som är 30mm långa, med 4mm tjocka nålar. Grejen är att det inte verkar gå att köpa nållager med dessa dimensionerna. Det närmsta man kommer är 65mm eller 68mm ytterdiameter på
bussning, men det kan bli mycket jobb att få dit, och jag vet inte om jag skulle kunna ta upp vevstakens hål 1mm med precision nog att två nållager i
rad skulle bli glada långsiktigt.

Sen måste kolvbulten nog bytas ändå för att det ska fungera. Ett alternativ vore att hitta nållager med liknande dimensioner som även har innerbana för att minska toleranskravet lite, exempelvis SKF NKI 50 som har 50mm innerdiameter och 68mm (förutsatt att man kan ta upp diametern på ett bra sätt).
Jag funderade ett tag på detta och tänkte sedan att detta inte kan vara ett problem bara jag mött, utan det borde vara så för alla som renoverat Munktell 25. Jag ringde runt bland mina kontakter och kom till en med mycket delar. Han sade att han pratat med SKF som sade att dessa dimensioner inte funnits på längre, så då beslöt han sig för att låta tillverka nya nållager och kolvbultar istället! Ett nytt set med två nållager och en
kolvbult kostar 2000kr vilket är lite jobbigt, men då nållager av denna storlek är dyra i sig är det nästan samma kostnad som för icke passande lager, fast med betydligt mindre risk för haveri. Det är nog bara att bita i det sura äpplet och köpa två kit av honom. Utöver dessa saker har han även låtit gjuta nya kolvar efter materialanalys av originalet, samt fixat nya kolvringar till Munktell 25 - båda i original och två olika överdimensioner! Hatten av till denna eldsjäl!
Förhoppningsvis kan jag få ihop två okej kolvar med ringar av det jag har, men annars är det bra att veta att det finns.


Sen kollade jag lite på vattenpumpen, tänkte se om det fanns något lager i den som behövde bytas nu när jag ändå ska köpa ett gäng. Notera lagret med sågspån, man ser skillnaden före och efter stålborsten!

Och inuti var det ganska rejäla rostklumpar! Inte konstigt att den inte snurrade.

Men när allt var nerplockat och rengjort såg det ändå förvånansvärt fint ut
Inga lager, bara en bussning som det brukar vara. Får nog rengöra ordentligt så axeln löper finare, men sen ska den säkert fungera bra!
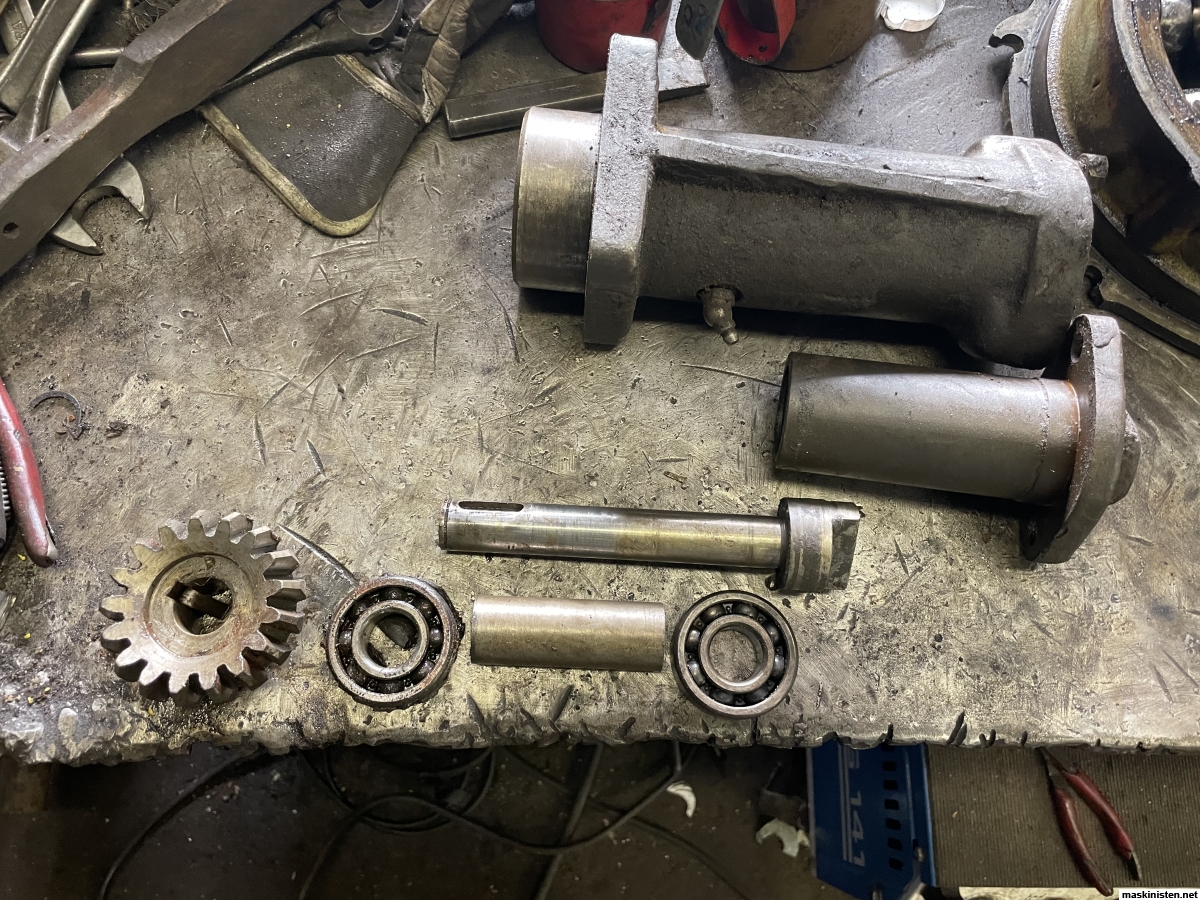
Den sista platsen som kunde dölja lager var huset för startvevens
axel. Jag hade ju fått den att snurra helt okej innan, men tyckte att den tappade varv lite väl snabbt när man snurrat upp den i lite hastighet. När jag fått isär allt visade det sig att lagerna hade närmre en millimeter kännbart glapp, tur att jag tänkte byta innan några kulor flög genom tätningen och in i motorn!
Det är ganska små lager så de kostar inget nämnvärt, faktiskt samma storlek som regulatorn har fyra av.


Sen till sist fick jag skjuts någon kilometer ner till tågstationen och gick på med vevaxeln
Jag hade 20 minuter byte i Hässleholm så det var gått om tid att pausa och gå i omgångar, veven väger ju ändå 40-50kg. Sen var det
ungefär samma sak nere i Lund men på en buss som stannar utanför jobbet, sen kunde jag ta axeln på en säckakärra och
rulla in den. Imorgon får den åka med ner till Malmö! Detta var igår, och mina armar har varit lite småtrötta idag, men lyfter man bara med knäna och håller nära kroppen sliter det inte så mycket
Nu vill jag inte starta några diskussioner, men jag hör ofta att många undviker kollektivtrafiken helt för att den skulle vara så omöjlig att få in i just deras liv. Själv har jag i 5+ år åkt både tåg och buss nära dagligen och tycker att jag nästan alltid lyckas lösa mina ärenden och resor utan nämnvärda problem. Kanske är det inte helt optimalt att ta med sina motordelar, men det lilla kånkandet var lätt värt en besparing på 5-600kr i bensin och över 3 timmar. Det funkar för mig

Iallafall, så fort jag tänkt lite mer på nållagerna blir det snart en beställning nya lager till motorn. Fortskrider det i denna hastigheten kanske det börjar bli återmontering om drygt en månad!
Måste bara fixa några nya tätningar först. Sen blir det att gjuta babbits och se över en massa delar. s*t*n vad jag kommer ha historier att berätta på utställningarna
































 Mycket hellre att axeln rör sig fritt och lätt än att den trycker sönder elementen.
Mycket hellre att axeln rör sig fritt och lätt än att den trycker sönder elementen.




 "
"
 )
)












